Since the inception of plastic injection molding, creating a robust injection molding process has always been a challenge. As time has progressed, the design of plastic parts has become more detailed and intricate, the tolerances have become tighter and the boundaries of injection molding standards are being pushed to their limits. The combination of each one of these factors is making it more and more difficult to create and maintain a robust molding process.
Initially, it wasn’t difficult to design a basic injection molding window that would result in a robust molding process. However, with the advent of increasingly demanding factors it has become more difficult to design a process molding window that is large enough to be robust and create consistently good parts. As a matter of fact, not only is it difficult to create a wide process molding window, it’s nearly impossible to create a suitable molding window- Period. We will discuss how and why it is necessary to first create a virtual injection molding window and how that data can be translated to the floor in order to have the best injection molding window possible.
Let’s begin with understanding what a molding window (or process window) is. Typically, a molding window is comprised of three major factors: Fill time (or fill speed), Mold Temperature and Melt Temperature. Each of these factors has the greatest impact on the injection molding process.
Graphs below will illustrate the impact of each.
The influence of each factor:
- Fill Time (fill speed): As fill speed decreases, the material moves into and through the cavity slowly which allows the cooling effects of the tool steel to have more time to influence and cool the temperature of the plastic resulting in a higher viscosity response and a greater pressure to fill the cavity. Conversely, as the fill speed increases, the material will shear thin (the viscosity will decrease) significantly, but ultimately the plastic will resist filling the cavity and require a greater pressure to fill the cavity. Somewhere between filling extremely slow and filling extremely fast is a sweet spot that requires low pressure to fill the cavity. If plotted out in a graph, it will be a u-shaped curve where the lowest point is typically a good fill speed.

- Mold Temperature: The mold temperature is highly influential with regards to having the material fill the cavity. The thickness of the part relative to the flow length is an important relationship with regards to the impact of the mold temperature. For instance, if the part is 1mm thick and the flow length is 200mm long, the length to thickness ratio is 200:1 or simply 200. Depending on the material, this could be a very high number and create difficulty in filling the part. If the part thickness is increased to 2mm, the length to thickness ration drops dramatically to 100:1 or 100. The ratio has been cut in half and the influences of the cooling of the mold have been dramatically reduced.
In the two graphs below, the melt temperature is 392F and 500F respectively. In each graph, the influence of the mold temperature is the same. As the mold temperature increases, less pressure is required to fill the cavity.


It is always better to have a higher mold temperature in order to reduce filling pressure. However, a higher mold temperature increases the time to cool the part thus increasing the cycle time. With ever-increasing demand to have faster cycle times, the mold temperature is typically set as cold as possible in order to reduce cycle times. Unfortunately, this is not always the best case as it can result in high pressures to fill and/or short shot conditions.
Melt Temperature: The temperature of the melt is not as influential as mold temperature but has a significant impact on the material viscosity thus affecting the ability to fill the cavity. There are two things that are significant contributors with regards to melt temperature.
- The first is the actual melt temperature – The optimal melt temperature is stated by the material manufacturer and can be increased or decreased according to the application. The impact of these temperature changes can affect the appearance of the part in various ways.
The graph below illustrates how the increase in melt temperature has a significant impact on the pressure requirement to fill the part. More often than not, the manufacturer will suggest a slightly higher melt temperature in order to fill a cavity with less pressure.
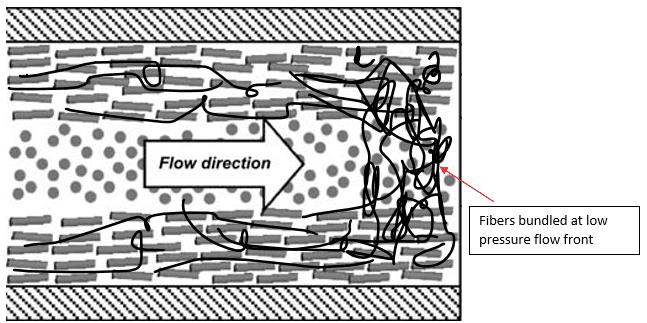
2. The second is the temperature of the flow front of the melt as it moves through the cavity. The graph below shows the temperature of the flow front of the melt.

The temperature of the flow front is utilized to determine the best fill speed or fill time. When filling a part, it is recommended to fill at a speed that doesn’t cause the material to shear heat too much or to cool too much due to thermal influences of the tool so the ideal fill speed should be at roughly melt temperature. In the graph above, the best fill speed would be approximately 1.0 second.
In the graph below:
- The X-axis is the Fill Time. The fill time has been pre-determined via the methods previously stated using the pressure and temperature at flow front graphs.
- The Y-axis is the Melt Temperature. The melt temperature is also determined using the suggested temperature from the manufacturer combined with the pressure drop in the part.
- The Z-axis, or cutting plane, is the Mold Temperature. The cutting plane for the mold temperature is adjusted so there is the largest amount of blue ‘preferred’ region. Once the largest mold temperature region is found then the center of the blue region (both left-to-right and top-to-bottom) will also suggest the best fill time and melt temperature.
Once each of the factors are identified, then a virtual analysis is run on the part utilizing these set points. The analysis is then interrogated to see if there are any outstanding issues which may warrant a change of any parameter or factor. A virtual molding window has now been determined for this particular part. The larger this window is, the more variation can occur in the process without losing part quality.
The industry is pushing the limits on plastic part design with regards to complexity and thickness. Material manufacturers are adjusting their materials in order to accommodate the demands of these part design changes. It has become more important than ever to perform a virtual process molding window that is large enough to be robust and create consistently good parts. This process can even vet out parts that cannot be molded.
For more information, support with your Tool Design, assistance Troubleshooting any of your Plastics Injection Molded projects, or Autodesk Moldflow Training contact the Team at Bozilla Corporation.
Bozilla Corporation’s Plastics Injection Molding Team has over 20 years of experience analytically and on the floor. We specialize in optimization, consulting, engineering, troubleshooting and Autodesk Moldflow software training. Additionally, our plastics engineers have a full understanding of polymers and how they influence an injection molded part. Your success is our success. Our skilled Team is focused upon meeting the goals and timelines of our customers.
https://www.Bozilla Corporation.com
800-942-0742